

An inspection is a comprehensive investigation. Inspectors may use visual inspections or other inspection techniques. It might take place in a variety of locations. They can happen on-site or remotely, automatically or manually.
There are so many inspection techniques that they are divided into two categories: advanced and conventional. Some examples of inspection techniques that are widely used in industry are provided below.
Visual Inspection (VT):
A common method of quality control, data acquisition, and data analysis is visual inspection. VT, as used in facility maintenance, refers to the inspection of equipment and structures using any or all of the raw human senses, such as vision, hearing, touch, and smell, as well as any non-specialized inspection equipment.

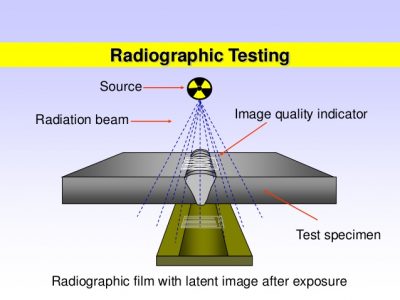
Industrial Radiography (RT):
Industrial radiography is a technique for inspecting materials for hidden flaws that makes use of the ability of short X-rays, gamma rays, and neutrons to penetrate various materials. It is a critical component of non-destructive testing.
Computed Radiography (CR) and Digital Radiography (DR):
Element’s Digital Radiographic test methods capture inclusions digitally using Digital Detector Arrays (DDA) and reusable imaging plates, instead of traditional methods using x-ray film. We use three main test methods for digital radiographic testing:
- Computed radiography (CR) is the simplest digital radiography method. The item is exposed by x-ray tubes in cabinets. The imaging plate (IP) captures the image, and the IP is digitally scanned for display on a high-resolution viewing monitor.
- Digital Radiography (DR) uses a digital detector array, also known as a flat panel detector, with specialized x-ray tubes. The detector is rigid, exposure times are 70–90% shorter, and labor costs are significantly reduced. The image capture speed for DR is faster than alternate methods.
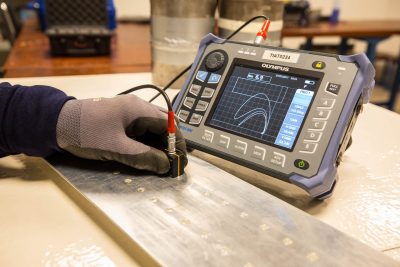
Ultrasonic Testing (UT)
Ultrasonic testing is a non-destructive testing technique that relies on the propagation of ultrasonic waves through the object or material being tested. Very short ultrasonic pulse-waves with center frequencies ranging from 0.1–15 MHz, and occasionally up to 50 MHz, are transmitted into materials in most common UT applications to detect internal flaws or characterize materials.

Dye Penetrant Testing (DPT):
This is a simple and low-cost method for detecting surface flaws such as cracks, laps, porosity, and so on. The flaw must reach the surface to be tested in order to be detected. Penetrant testing is a step above visual inspection and has several advantages, including speed, large-area coverage, and low cost. ASTM C949-80(2020)

Magnetic Particle Testing (MPT):
Magnetic particle testing consists of two steps: magnetizing the object and then spreading metal particles on it while the magnetic current is still active. Inspectors must first magnetize a surface with a magnetic current before subjecting it to magnetic particle testing. This will reveal any potential surface flaws.

Internal Rotary Inspection System (IRIS):
The Internal rotary inspection system (IRIS) is a nondestructive ultrasonic testing method for pipes and tubes. The IRIS probe is inserted into a water-filled tube, and the probe is slowly pulled out while the data is displayed and recorded. The ultrasonic beam detects metal loss both inside and outside the tube wall.

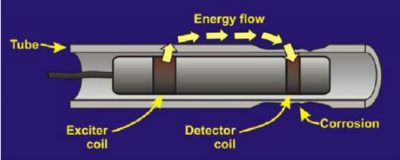
Remote Field Eddy-current Testing (RFET):
Remote field testing (RFT) is a nondestructive testing method that uses low-frequency alternating current to detect flaws in steel pipes and tubes. Remote field eddy current testing is another name for RFT. It can be used for ferrous materials.
Remote Visual Inspection (RVI):
Remote visual inspection (RVI) is a nondestructive testing (NDT) technique that uses visual aids to inspect infrastructure areas that are too dangerous, remote, or inaccessible for direct visual inspection. Remotely operated cameras, borescopes, videoscopes, and fiberscopes are examples of RVI technologies.

Helium Leak Testing (LT):
The Helium Leak Test is a non-destructive test for detecting leaks in components such as pipes and tanks. The Helium Test is based on the possibility of a fluid (helium gas) transmigrating through a passage between two distinct regions (e.g., internal and external component) with a positive or negative pressure differential.

Positive Material Identification (PMI):
PMI is a non-destructive testing (NDT) method for determining the chemical composition of metals and alloys. PMI can be used to ensure that supplied materials meet the appropriate standards and specifications. For more information, see API RP 578 Material Verification Program for New and Existing Alloy Piping Systems, Third Edition

Hardness Testing:
A test to determine a material’s resistance to permanent deformation caused by the penetration of another harder material Hardness, on the other hand, is not a fundamental property of a material.
Fugitive Emission Valve Testing:

Eddy Current Testing (ET):
Eddy Current testing is an NDT method that uses eddy currents to detect defects in metal objects (electromagnetism). This can detect surface as well as deeper defects. Because no liquids are used, eddy current is a “clean” technique. However, prior to beginning the inspection, the surface must be cleaned. The fact that the coating/paint layer does not have to be removed is a huge benefit. The thickness of electrically non-conductive layers can also be determined.
Spark Optical Emission Spectroscopy with and without Carbon:
The preferred method for determining the chemical composition of metallic samples is optical emission spectroscopy using arc and spark excitation (Arc Spark OES). This method is widely used in the metal manufacturing industries, such as primary producers, foundries, die casters, and manufacturing. Arc spark optical emission spectroscopy systems are the most effective in controlling alloy processing due to their quick analysis time and inherent accuracy.
Arc spark spectrometers can be used in many different aspects of the manufacturing process, such as material in-coming inspection, metal processing, quality control of semi-finished and finished goods, and many other applications where the chemical composition of the metallic material is required.
Infrared Thermography (IR):
Infrared thermography is the process of detecting radiation (heat) from an object, converting it to temperature, and displaying an image of the temperature distribution using a thermal imager. Thermograms are images of the detected temperature distribution that allow you to see heat-producing objects that are otherwise invisible to the naked eye. It is extensively used in predictive maintenance and condition monitoring.

Holiday Testing:
1. UV Pinhole Detection:
At a low cost and in a timely manner, UV light can be used to detect pinholes in coatings. A base coat with a UV fluorescent additive is used. When a UV flashlight is shone on the coating, areas where the base coat is not covered fluoresce, revealing the location of the pinhole.
2. Wet Sponge Technique:
A moist sponge is subjected to a low voltage. When the sponge passes over a flaw in the coating, liquid penetrates the substrate and completes an electrical circuit, triggering the alarm. The wet sponge technique is ideal for powder coatings and other coatings where the user does not want to damage the coating and is suitable for measuring insulating coatings less than 500m (20mils) on conductive substrates.
3. High Voltage Technique:
